
Schnelle Prototypenentwicklung von Spritzgussformen vs. 3D-Einsätze: Was eine bessere optische Oberfläche bietet?
Wenn Sie optische Komponenten entwickeln – Lichtführungen –, Display-Abdeckungen, Fenster für medizinische Geräte, oder Autobeleuchtungsobjektive – Oberflächenbehandlung ist nicht nur eine Frage des Aussehens. Es geht um die Funktion. Rauheit behindert die Lichtdurchlässigkeit, was die optische Leistung beeinträchtigt. Optisches Prototyping muss die Anforderungen an eine glasartige Oberfläche perfekt erfüllen.
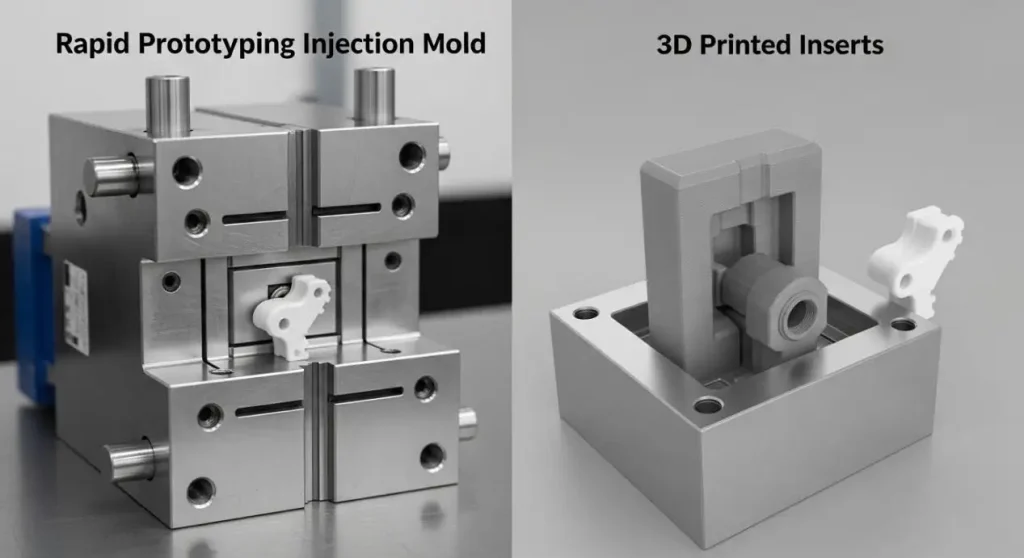
Produktentwickler und Sourcing-Profis, die optische Produkte prototypisieren, haben zwei Hauptoptionen: Rapid Prototyping von Spritzgussformen und 3D-gedruckten Einsätzen. Diese Methoden haben einen entscheidenden Faktor: Konstruktionsgeschwindigkeit. Rapid-Prototyping-Spritzgussformen und 3D-gedruckte Einsätze erzielen ebenfalls unterschiedliche Oberflächenbehandlungsergebnisse. In diesem Artikel, Wir vergleichen beide Methoden bei der Oberflächenbehandlung, Materialauswahl, und die beste optische Leistung, um Ihnen bei der Entscheidung zu helfen, welche Methode Sie für Ihr nächstes Prototyping-Projekt verwenden möchten..
Warum Oberflächenoberfläche im optischen Prototyping alles ist
Der Hauptfaktor, um Licht durch ein transparentes Material zu schießen oder es zu reflektieren, ist die Oberflächenrauheit.
• Präzisionsoptik erfordert eine Steuerung auf Nanometerebene: Um eine optische Klarheit zu erreichen, Eine Formhöhle muss mit Rauheitswerten abgestellt werden, typischerweise darunter 10 nm Ra, mit <5 nm Ra erforderlich für Hochleistungsobjektive.
• Streuung bedeutet Versagen: Mikroskopische Oberflächenunregelmäßigkeiten streuen Licht, Verursache Nebel, und die Übertragung zu reduzieren. Ohne Formverschluss auf Nanometerebene, Lichtstreuung und eine verschlechterte optische Leistung sind unvermeidlich.
• Ihr Prototyp muss das Produktionsverhalten vorhersagen: Ein optischer Prototyp, der heute klar aussieht, sich aber in der Massenproduktion anders verhält, vernichtet seinen Zweck. Die Oberflächenbeschichtung Ihres Werkzeugs überträgt sich direkt auf das Finish jedes Teils, das es erzeugt.
Mit diesen Einsätzen im Hinterkopf, Lassen Sie uns untersuchen, wie sich die beiden Werkzeugmethoden vergleichen.

3D-gedruckte Einlagen: Geschwindigkeit und Kosten, Aber zu welchen optischen Kosten?
3D-gedruckte Formeinsätze – typischerweise mittels Stereolithographie hergestellt (SLA) oder selektives Lasersintern (SLS)—bieten unbestreitbare Vorteile bei der Vorlaufzeit und der Anfangsinvestition. Aber, Ihre Oberflächeneigenschaften stellen erhebliche Einschränkungen für das optische Prototyping dar.
• Die Tatsache über SLA-Drucker: Die mit TR300-Harz im Winkel von TR300 gedruckten Einsätze (SLA) hatten eine aufgezeichnete Oberflächenrauheit von Ra = 0.175 μm nach Optimierung der Oberflächenrauheit. Diese Oberflächenrauheit ist ideal für schnelle Werkzeuganwendungen. Aber, für Anwendungen in optischer Qualität, die erfordern, dass die Oberflächenrauheit Ra sub ist 10 NM, Dieser Wert liegt immer noch weit hinter dem Ziel.
• Unvermeidbare Schichtlinien: Jede 3D-Druckmethode hinterlässt ein Schicht-für-Schicht-Konstruktionsartefakt, sogar die besten Methoden. Diese Artefakte streuen Licht, das als verschwommenes Element der Transparenz des Bauteils wahrgenommen wird.

•Die Nachbearbeitung kann sich verbessern – aber nicht perfekt: Dampfbasierte Behandlungen wie Powefuse von DyeMansion haben gezeigt, dass sie Ra-Werte von 1.2797 μm, die unter dem typischen Ra von liegt 1.6 μm für konventionelle Metallformen. Aber, Das ist immer noch zwei Größenordnungen über dem Erfordern optischer Anwendungen.
• Wärmeleitfähigkeit und Kühlraten beeinflussen die optischen Ergebnisse: Polymere haben eine deutlich geringere Wärmeleitfähigkeit im Vergleich zu Metallen. Dies führt zu Abkühlgeschwindigkeits- und Temperaturunterschieden, die Restspannungen verursachen können, die sich negativ auf die optische Klarheit und Dimensionsstabilität auswirken.
•Begrenzte Zyklen: 3D-gedruckte Polymer-Einsätze haben eine Lebenserwartung von 50-500 Zyklen abhängig von Material und Geometrie. Aus diesem Grund, Die Oberflächenoberflächenkonsistenz ist nicht garantiert. Ein frühes Auswaschen von Oberflächen kann zu höheren optischen Inkonsistenzen führen.
Rapid Prototyping von Spritzgussformen: Fertigstellung der ersten Einstellung
Dies ist der Bereich, in dem sich Rapid Prototyping Injection Molds völlig unterscheiden. Für uns, anstatt die Formhöhle zu drucken, GD Prototyping erfordert High-End-CNC-Technologie, Drehen von Diamanten, und optische Polierung bis zur Präzisionsform-Kavität. Das Ergebnis ist ein Werkzeug, das von Anfang an eine produktionsorientierte Oberflächenoberfläche liefert.

• Bearbeitete Hohlräume beginnen mit optischer Glattheit: CNC-gefrästes PMMA kann eine optische Klarheit mit Lichtdurchlässigkeit bis zu 92% Nach ordnungsgemäßem Polieren. Für anspruchsvolle optische Anwendungen, Einpunkt-Diamantdrehung (SPDT) erreicht Oberflächenrauheit darunter. 5 nm Ra.
• Optische Formpolierung kann nanometerartige Oberflächen liefern: Rapid Prototyping Spritzgussformen können auf SPI A-1 poliert werden (Ra 0.012-0.025 μm) und darüber hinaus. Während für echte optische Leistung, Unten 10 nm Ra kann für optische Leistung mit Diamantdrehen erreicht werden.
• Garantierte Konsistenz und Qualität der Optik aufgrund der thermischen Eigenschaften des Metalls: Die Wärmeleitfähigkeit von Aluminium beträgt nahezu 5 mal so viel wie bei Stahl. Aus diesem Grund, Aluminiumformen können schneller und gleichmäßiger abkühlen als Stahl. Für jede Aufnahme einer Form, Diese Gleichmäßigkeit der thermischen Eigenschaften führt zu einer einheitlichen Qualität der hergestellten Teile.
• Es können Hunderte von Schüssen ohne Oberflächenverschlechterung gegeben werden: 3D-gedruckte Einsätze nutzen sich ab und verschleißen sich, Schnellprototypen-Spritzgussformen aus bearbeitetem Aluminium und Stahl behalten jedoch während des gesamten Prototypenlaufs ihre Oberflächenoberfläche. Der erste und der letzte Teil sind optisch identisch.
Materialverträglichkeit: Schlüssel zu den Bedürfnissen Ihres optischen Prototyps
Verschiedene optische Anwendungen erfordern unterschiedliche Materialien. Ihre Werkzeugmethode muss diese berücksichtigen.
| Material | Anwendung | Oberflächenbehandlung erforderlich | Kompatibel mit 3D-gedruckten Einsätzen? | Kompatibel mit Rapid Prototyping Spritzgussformen? |
| PMMA (Acryl) | Lichtführer, Display-Abdeckungen, Linsen | Optische Politur | Begrenzt — hohe Hitze verzerrt gedruckte Einsätze | Ja – Produktionsqualität |
| PC (Polykarbonat) | Schlagfeste Linsen, Automobil-Beleuchtung | Optische Politur | Begrenzt – hohe Gusstemperaturen verursachen Insert-Defekte | Ja – mit gehärteten Einsätzen |
| PETG | Fenster für medizinische Geräte, Transparente Gehäuse | Hochglanz | Möglich bei niedrigen Lautstärken | Ja |
| SLA-Harz in optischer Qualität | Nur visuelle Prototypen | Mäßig | Ja – aber nicht funktionsfähig | Nicht anwendbar – Produktionsmaterial |
Rapid Prototyping Spritzgussformen sind die einzige Option für schnelle Werkzeugmethoden, wenn optische Leistung mit PMMA oder PC erforderlich ist.
Das Urteil: Wählen Sie je nach Ihren optischen Bedürfnissen
•Für die genaueste visuelle Darstellung Ihres Entwurfs (im Gegensatz zu funktionalen optischen Tests), dann wähle 3D-gedruckte Einsätze für Rapid Prototyping aus.
• Damit schnelles Prototyping in kurzer Vorlaufzeit effektiv ist 1-3 Tage und du bist damit einverstanden, dass die Ästhetik deines Teils durch Schichtlinien oder eine verschwommene Oberfläche gestört wird.
• Für die komplexesten Bauteilgeometrien, bei denen die Kühlung am kritischsten ist, was zu weniger optischer Klarheit führt.
Du produzierst weniger als 50 Bauteile und Oberflächenbehandlung sind keine funktionale Voraussetzung.
Wählen Sie Rapid Prototyping Spritzgussformen, wenn:
•Sie müssen die optische Leistung – Lichtdurchlässigkeit – validieren, Klarheit, Brechung – mit Produktionsabsichtsmaterialien.
• Ihre Anwendung erfordert eine oberflächennahe Oberfläche auf Nanometerebene (Lichtleiter, Linsen, Medizinische Fenster).
•Sie benötigen eine einheitliche Bauteilqualität über Dutzende oder Hunderte von Prototypenteilen hinweg.
•Du willst echtes PMMA testen, PC, oder andere ingenieurtechnische optische Materialien.
Warum GD Prototyping das optische Finish garantiert, das Sie sich wünschen
Optisches Prototyping und schnelles Prototyping mit Klarheit sind die Fachgebiete von GD Prototyping, und wir bieten einzigartige Dienstleistungen in den Bereichen Designvalidierung und Produktion im großen Maßstab an.
• SPI A-1 optische Polierung: Unsere schnellen Prototypen-Spritzgussformen sind nach den höchsten Industriestandards für Klarheit und Lichtdurchlässigkeit poliert..
• Diamantdrehung für Abschlüsse unter 10 nm: Für die anspruchsvollsten optischen Anwendungen, Wir erreichen nanometernahe Oberflächenrauheit an Schimmelhöhlen.
• Breite materielle Unterstützung: Von PMMA und PC bis hin zu hochtemperatur-konstruierten Harzen, Wir prototypen mit genau den Materialien, die Ihr Endprodukt verwenden wird.
• End-to-End-Fähigkeit: Entwurf, Formherstellung, Spritzgießen, Nachbearbeitung, und fertig – alles unter einem Dach.
Ein Ansatz, der für erweiterbare Fertigung entwickelt wurde: Beginnend mit Rapid Prototyping zur Validierung, Dann wechselt man zu Brückenwerkzeugen oder Vollproduktionsformen, ohne den Lieferanten zu wechseln.
Wenn es um das schnelle Prototyping von Spritzgussformen geht, Wir verstehen, dass es keine Kompromisse bei der optischen Leistung gibt, und daher ist die Oberflächenoberfläche perfekt, im Gegensatz zu dem, was mit 3D-gedruckten Einsätzen möglich ist. Für Lichtleiter, die klar durchdringen, Objektive, die präzise fokussieren, und medizinische Fenster, die zuverlässig funktionieren, GD Prototyping bietet von der ersten bis zum letzten Schuss serienmäßige optische Prototyping-Lösungen. Kontaktieren Sie noch heute GD Prototyping, um Ihre Anforderungen an optische Prototypen zu besprechen.

Häufig gestellte Fragen (FAQs)
Q: Können 3D-gedruckte Einsätze eine optische Oberflächenoberfläche für transparente Bauteile erreichen?
Ein: Nein. Mit Dampfglättung, 3D-gedruckte Einsätze erreichen ~ 1.2-1.5 μm, was deutlich höher ist als das für optische Klarheit benötigte Ra unter 10 nm. Rapid Prototyping Spritzgussformen mit Diamantpolierung sind die einzige bewährte Alternative.
Q: Wie viele Shots kann eine Spritzform (Schnelles Prototyping) produzieren, bevor die Oberflächenoberfläche abschleißt.?
Ein: Mit angemessener Pflege, Die Aluminium- oder Stahlformen von GD Prototyping können eine gleichbleibende Oberflächenoberfläche aufweisen 500-10,000+ Schüsse. Das ist deutlich höher als die 50-500 Schusslebensdauer von 3D-gedruckten Polymer-Einsätzen.
Q: Ist Rapid Prototyping Spritzgießen teurer als 3D-gedruckte Einsätze für das optische Prototyping??
Ein: Ja, Die Anfangskosten der Formen sind höher, aber, Bei der Betrachtung der Genauigkeit der Materialprüfung, Die Wiederholbarkeit, und die Kosten, kein defektes Produktionswerkzeug zu haben, Die Gesamtkosten des Projekts sind oft niedriger. Ein schneller Schimmel erkennt einen Konstruktionsfehler, bevor er Kosten verursacht $20,000-50,000 In Überarbeitung.
Q: Welche Materialien sind am besten für Rapid Prototyping Spritzgussformen für optische Anwendungen geeignet?
Ein: Die besten Materialien sind PMMA (Acryl) und optisch hochwertiges Polycarbonat (PC). Mit beidem, um zu erreichen >90% Lichtdurchlässigkeit, Die Oberflächenoberflächen der Form müssen darunter liegen 10 nm Ra, und dafür ist GD Prototyping bekannt..
Q: Kann ich von einer Rapid Prototyping Spritzgussform bis zur vollständigen Produktion skalieren??
Ein: Ja, Das ist ein entscheidender Vorteil. Viele Kunden führen eine Validitätsprüfung mit einer schnellen Form durch und wechseln dann zu einer gehärteten Produktionsform mit demselben Design, ohne Nachqualifikation.